Lagerschleifen mit EHWA CBN-Schleifwerkzeuge
Übersicht
Das Lagerschleifen stellt höchste Anforderungen an Maßhaltigkeit, Oberflächenqualität und Prozesssicherheit. Beim Schleifen von Innen- und Außenringen sowie Laufbahnen aus hochgehärteten Wälzlagerstählen (z. B. 100Cr6) kommen überwiegend CBN-Schleifwerkzeuge zum Einsatz, da sie eine stabile Bearbeitung bei hohen Schnittgeschwindigkeiten ermöglichen.

Produktprogramm

CBN-Schleifwerkzeuge für das Außen-, Innen- und Laufbahnschleifen von Lagerringen in der Serien- und Großserienfertigung.
-
Produkttypen: Außenrund- und Profilschleifscheiben
-
Bindung: VEWN – keramische Bindung für stabiles Abrichtverhalten und lange Standzeiten
-
Körnungen: B76 – B151, abgestimmt auf Abtragsleistung und Oberflächenanforderung
-
Abmessungen: Ø bis 650 mm
-
Auslegung: kundenspezifisch nach Maschine, Werkstück und Prozess
Ausgelegt für prozesssichere Schleifprozesse mit hoher Maß- und Formgenauigkeit bei wirtschaftlichen Taktzeiten.
Prozess & Vorteile
Längere Abrichtintervalle
→ höhere effektive Standzeit, reduzierte Nebenzeiten und stabile Taktzeiten
Konstante Oberflächengüte
→ reproduzierbare Rauheits- und Formwerte über die gesamte Werkzeugstandzeit
Reduzierte thermische Belastung
→ geringeres Risiko von Schleifbrand, Anlassen und Gefügeveränderungen
Form- und Maßstabilität
→ sichere Einhaltung enger Rundheits-, Welligkeits- und Maßtoleranzen
Hohe Prozesssicherheit
→ stabile Serienprozesse bei wechselnden Losgrößen und langen Laufzeiten

Fallbeispiel aus der Praxis
VBME | Schleifscheiben in Keramikbindung
Fallbeispiel: Bohrungsschleifen
Prozessparameter:
Standzeiterhöhung der Schleifscheibe bis zu 20%
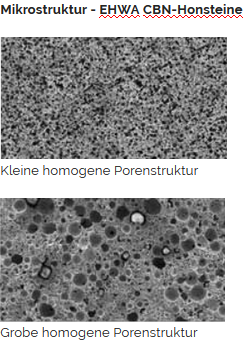
VHWPN | EHWA Honsteine in Keramikbindung
Fallbeispiel – Laufbahnhonen: